
 家
>
製品
>
成形機ガードレールロール
>
家
>
製品
>
成形機ガードレールロール
>

|
| 起源の場所 | 中国 |
| ブランド名 | Sussman |
| 証明 | CE ISO |
| モデル番号 | RF-GH |
カスタマイズされる機械油圧色を形作る電流を通された鋼鉄ガードレール ロール
記述
| 圧延材料 | W:480mm、T:3-4mmのQ235AGalvanizedのコイル |
| 圧延の速度 | 10-15M/min |
| フレームの下 | 450Hビーム |
| サイドウォールの厚さ | 25mm |
| ローラーの場所 | 13Groups |
| ローラーMaterail | Gcr15Bearingの鋼鉄処置HRC58-62 |
| シャフトMaterail | 円柱粉砕の高い等級45#の鍛造材鋼鉄 |
| シャフトの直径 | 95mm |
| 主要なモーター力 | 45kw |
| Tranmission方法 | 普遍的な接合箇所伝達ギヤ ボックス |
| モーター力を水平にすること | 5.5kW |
| 油圧モーター力 | 15kW |
| 圧力 | 20Mpa |
| Punching&Cutting方法 | 油圧運転を、平らなシート ロール形成の後で切れるために事前穿孔しましたり、掲示します採用して下さい |
| Punching&Cutting型 | Cr12quenchingの処置、HRC58-60 |
| 電気 | 全セットは長さがtolerance≤1.5mmを切ることができるように制御される産業コンピュータPLCの頻度変更を採用します |
| 全単位のサイズ(mm) | 13500x2700x1600 |
主要な構造の部品
ラインを形作るハイウェーのガードレール ロールをあります成っています5T受動のdecoilerから、装置、形成、計算機制御のキャビネットおよび終えられたサポート テーブルの後で切れるためにシステム、ポストを形作るローラーを事前穿孔する装置、3単位を水平にする伝動装置タイプして下さい。
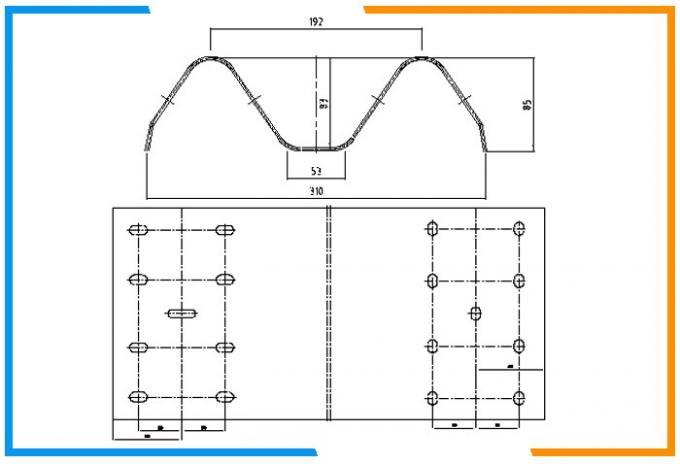
スケッチの処理
受動のDecoiler--->Feeding Straighting--->Sevenローラーを水平にします--->Flatの事前穿孔--->Rollの形成---切れるべき>Post--棚を出て下さい
![]()
機械映像
![]()
![]()
![]()
![]()
私達にいつでも連絡しなさい

